
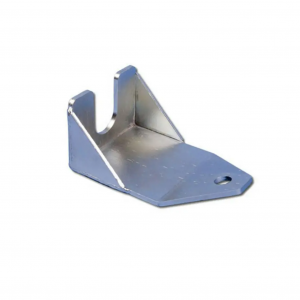
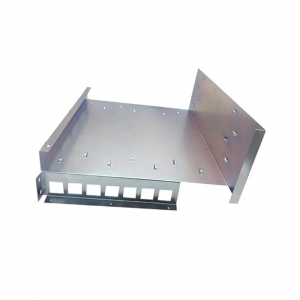
Parçeyên mohrkirin û xwarkirina pelên metal ên braketa boyaxa elektroforetîk

Terîf
| Cureyê Berhemê | berhema xwerû | |||||||||||
| Xizmeta Yek-Rawestî | Pêşvebirin û sêwirandina qalibê - pêşkêşkirina nimûneyan - hilberîna komî - vekolîn - dermankirina rûberê - pakkirin - radestkirin. | |||||||||||
| Doz | mohrkirin, xwarbûn, xêzkirina kûr, çêkirina pelên metal, qeyandin, birîna lazer û hwd. | |||||||||||
| Materyal | pola karbonê, pola zengarnegir, aluminium, sifir, pola galvanîzekirî û hwd. | |||||||||||
| Pîvan | li gorî nexşe an nimûneyên xerîdar. | |||||||||||
| Qedandin | Boyaxkirina bi spreyê, platkirina elektrolîk, galvanîzekirina germ-dip, boyaxkirina toz, elektroforez, anodîzekirin, reşkirin, û hwd. | |||||||||||
| Qada Serlêdanê | Parçeyên otomobîlan, parçeyên makîneyên çandiniyê, parçeyên makîneyên endezyariyê, parçeyên endezyariya înşaetê, aksesûarên baxçeyê, parçeyên makîneyên hawirdorparêz, parçeyên keştîyan, parçeyên hewavaniyê, alavên boriyan, parçeyên amûrên alav, parçeyên pêlîstokan, parçeyên elektronîkî, hwd. | |||||||||||
Awantaj
1. Zêdetirî 10 salanpisporiya bazirganiya derveyî welat.
2. Pêşkêş bikexizmeta yek-rawestîji sêwirana qalibê bigire heya radestkirina hilberê.
3. Dema radestkirina bilez, nêzîkî30-40 rojDi nav hefteyekê de di stokê de.
4. Rêveberiya kalîteyê û kontrola pêvajoyê ya hişk (ISOhilberîner û kargeha pejirandî).
5. Bihayên maqûltir.
6. Pîşeyî, kargeha me heyeji 10 zêdetirsal dîroka di warê mohrkirina pelên metal de.
Rêveberiya kalîteyê




Amûra pîvandina hişkbûna Vickers.
Amûra pîvandina profîlê.
Amûrê spektrografê.
Amûra sê-koordînat.
Wêneya Barkirinê




Pêvajoya Hilberînê




01. Sêwirana Qalibê
02. Pêvajoya Qalibê
03. Pêvajoya birîna têl
04. Dermankirina germê ya qalibê




05. Komkirina Qalibê
06. Çareserkirina qalibê
07. Rakirina dûvikan
08. elektroplatkirin


09. Ceribandina Berheman
10. Pakêt
Herikîna pêvajoyê
Gavên sereke yên pêvajoya boyaxa elektroforetîk:
1. Dermankirina rûyê: Ji bo ku piştî boyaxkirinê pêvebûna fîlma boyaxê û bandora pêçandinê misoger bibe, rûyê berhemên metalî, tevî rakirina qirêjiyên wekî lekeyên rûn û zengar, derman bikin.
2. Pîvana elektroforetîk a katodîk: Berhemên metal di pîvana pêş-tevlihevkirî de têne avêtin û wekî katod ji bo pêçandina elektroforetîk têne bikar anîn. Di tanka pêçandina elektroforetîk de, perçeyên pîvanê bi barek neyînî têne barkirin û bi anoda li ser berhema metal re têne hev kirin da ku pêçek yekreng çêbikin, da ku rûyê berhema metal bandorek dij-korozyonê bi dest bixe.
3. Hişkkirin û saxkirin: Piştî pêçandina bi primera elektroforeza katodîk, pêdivî ye ku berhemên metal werin hişkkirin û saxkirin. Germahî û dema saxkirinê bi materyal û stûriya primerê ve girêdayî ye. Bi saya saxkirina di germahiya bilind de, primer dikare fîlimek parastinê ya bihêz çêbike û berxwedana korozyonê ya berhemên metal baştir bike.
4. Pêçandina navîn: Piştî dermankirina bingehîn, pêdivî ye ku berhemên metalî bi yek an çend pêçandinên navîn werin pêçandin da ku zeliqîn û berxwedana fîlima boyaxê ya li hember hewayê zêde bibe.
5. Elektroforeza qata jorîn: Piştî ku qata navîn qediya, berhemên metalî bi elektroforeza qata jorîn têne qatkirin. Piştî qata elektroforezî ya qata jorîn, fîlmek boyaxê ya yekreng û nerm li ser rûyê berhema metalî çêdibe.
6. Hişkbûn û saxkirina dawî: Piştî ku qata jorîn tê elektroforezekirin, berhemên metalî di dawiya dawî de zuwabûn û saxkirina dawî derbas dibin.
Temamkirina pêvajoya boyaxa elektroforetîk ne tenê performansa dij-korozyonê û kalîteya xuyangê ya berhemên metal baştir dike, lê di heman demê de karanîna çareserkerên organîk kêm dike û qirêjiya jîngehê kêm dike. Sepandina boyaxa elektroforetîk di warê pêçandina metalan de, nemaze di pîşesaziya otomobîlan de, roleke girîng dilîze.
Pêvajoya boyaxkirina elektroforetîk a taybetî li gorî demên serîlêdanê, hewcedariyên hilberê, şert û mercên alavan û faktorên din diguhere. Di xebitandina rastîn de, ew hewce ye ku li gorî şert û mercên taybetî were sererastkirin û çêtir kirin da ku bandora boyaxkirinê ya çêtirîn were bidestxistin.
Pirsên Pir tên Pirsîn
1.Q: Rêbaza dayinê çi ye?
A: Em TT (Veguhestina Bankê), L/C qebûl dikin.
(1. Ji bo tevahîya mîqdara di bin 3000 dolarê Amerîkî de, %100 pêşwext.)
(2. Ji bo tevahîya mîqdara jor 3000 dolarê Amerîkî, %30 pêşwext tê dayîn, mayî li dijî kopiya belgeyê ye.)
2.Q: Kargeha we li ku derê ye?
A: Kargeha me li Ningbo, Zhejiang ye.
3.Q: Ma hûn nimûneyên belaş peyda dikin?
A: Bi gelemperî em nimûneyên belaş nadin. Mesrefek nimûneyê heye ku piştî ku hûn ferman didin dikare were vegerandin.
4.Q: Hûn bi gelemperî bi çi re dişînin?
A: Barkêşiya hewayî, barkêşiya deryayî, û ekspres ji ber giraniya piçûk û mezinahiya piçûk ji bo hilberên rast rêya herî zêde ya barkirinê ye.
5.Q: Ji bo hilberên xwerû nexşe an wêneyek min tune, hûn dikarin wê sêwirînin?
A: Erê, em dikarin li gorî serlêdana we sêwirana herî guncaw çêbikin.
Kategoriyên berheman
-

shimsên çargoşeyî yên galvanîzekirî ji bo ekuasyonên mekanîkî ...
-
Kargeha parçeyên xwarkirin û welding ên metalên xwerû
-

bracket azmûn Customized sh ji pola zengarnegir ...
-
Parçeyên stampkirinê yên bending metalê yên aluminiumê yên xwerû ga ...
-

Kargeha parçeyên xwarbûna pola zengarnegir a rastîn ...
-

Pêvajoya pelê metal alloy bafûn a Custom b ...